QR-CODE MANUALS
Preskúmajte bez námahy s QR kódu! Stačí jednoducho kliknúť a získate prístup k nášmu Disku, kde nájdete presne to, čo hľadáte. Jednoduchá navigácia, okamžité riešenia!







Online kasíno pridávame na naše webové stránky len vtedy, ak vieme, že má medzi hráčmi dobrú povesť. Najlepšie kasínové stránky v Slovakia sú také, ktoré priebežne kontrolujeme. V našich recenziách hodnotíme reputáciu kasína, zákaznícku podporu, rozmanitosť hier, čas spracovania a všetko ostatné, čo je uvedené na tejto stránke. Po uvedení vášho online kasína na našej webovej stránke je na vás, aby ste rozhodli, či patrí medzi 10 najlepších online kasín na Slovensku. Prečo? Môžete si prezrieť online kasína uvedené na tejto stránke, vaša recenzia ovplyvní ich celkové skóre. Mnoho zlých recenzií môže znížiť hodnotenie kasína. Ak zistíte, že určité kasíno má len zlé recenzie, môžete ho z našej webovej stránky úplne odstrániť. Ak sa chcete zaregistrovať a pridať recenziu na kasíno na Slovensku, môžete jednoducho kliknúť na tlačidlo [Registrácia] v navigačnom menu. Ak tak urobíte, budeme vám vďační. Okrem podpory komunity a informovania ostatných o svojich skúsenostiach v konkrétnom online kasíne by ste mali mať prístup aj do našej exkluzívnej sekcie roztočení zadarmo.
Online casína na Slovensku majú veľa hier, hry. Tieto hry sú zvyčajne výherné automaty, stolové hry a hry so živým krupiérom. Každé online kasíno si môže vybrať hry, ktoré ponúka. Tvorcovia hier, známi aj ako poskytovatelia softvéru, vytvárajú a ponúkajú hry kasínam. Čím viac poskytovateľov softvéru má jedno kasíno k dispozícii, tým väčšia je aj ponuka hier. Niektoré online kasína sa zameriavajú na online sloty. Väčšina z nich ponúka mnoho druhov hier, zatiaľ čo iné sa môžu zameriavať na ruletu alebo poker. Slovenské online kasína hodnotíme na základe rozmanitosti ich hier. Keďže sa staráme o veľký počet čitateľov, musíme zabezpečiť, aby boli všetky hry dostupné na najlepších slovenských kasínových stránkach. Dbáme tiež na to, aby sme spolupracovali s renomovanými poskytovateľmi hier, ako sú Microgaming, NetEnt a Betsoft. Online kasína, ktoré spolupracujú s renomovanými poskytovateľmi hazardných hier, sú zvyčajne tiež seriózne. Ak sa chcete rozhodnúť, ktoré online kasíno Slovakia je pre vás najlepšie, musíte nájsť také, ktoré má hry, ktoré máte radi. Predpokladajme, že radi hráte hry na automatoch. Pozrite sa na veľký výber hier. Ak máte radi ruletu alebo poker, nájdite si webovú stránku, kde sú k dispozícii nejaké stoly. Uvádza tiež, či má online kasíno športové stávky. Ak si chcete na Slovensku online vsadiť, v uvedenom zozname nájdete aj športové stávky. Ak túžite po všeobecne príjemnom zážitku a chcete si zahrať všetky druhy hier, najlepšie slovenské kasína uvedené na tejto stránke Najlepšie slovenské kasína uvedené na tejto stránke
Nie všetky slovenské online kasína akceptujú rovnaké spôsoby vkladu. Pre nás by ste mali mať čo najväčší výber možností. Naším cieľom je vaše pohodlie. Hodnotíme kasína na základe počtu ponúkaných spôsobov vkladu a času spracovania. Existuje niekoľko štandardných spôsobov vkladov, ktoré ľudia často vyhľadávajú. Napríklad je ľahké nájsť online kasíno Visa alebo PayPal online kasína. Na našich webových stránkach môžete vkladať ľubovoľnou metódou, a to ako populárnymi, tak aj menej bežnými metódami, ako sú Klarna Casino alebo CashtoCode Casino Ľudia v rôznych častiach sveta používajú rôzne metódy vkladov. Všetky krajiny majú zákony a súkromné spoločnosti, ktoré neustále pracujú na tom, aby umožnili rýchle a bezpečné platby pre miestnych používateľov. Uvádzame online kasína v Slovakia a špecifikujeme všetky metódy vkladu, ktoré prijímajú. Ak máte konkrétnu metódu vkladu, ktorú chcete použiť, môžete použiť náš filtračný systém a nájsť najlepšie online kasína na Slovensku, ktoré akceptujú túto konkrétnu metódu vkladu. Takto nájdete to najlepšie online kasíno pre vás. Zistíte tiež, ako dlho trvá kasínu spracovanie vašej platby. Hoci nie je možné merať každý spôsob vkladu, vykonajte niekoľko testov, aby ste sa uistili, že kasíno má dostatočný čas na spracovanie. Ak online kasínu trvá príliš dlho, kým odpovie, nebudeme ho hodnotiť ako najlepšie kasíno.
Preskúmajte bez námahy s QR kódu! Stačí jednoducho kliknúť a získate prístup k nášmu Disku, kde nájdete presne to, čo hľadáte. Jednoduchá navigácia, okamžité riešenia!
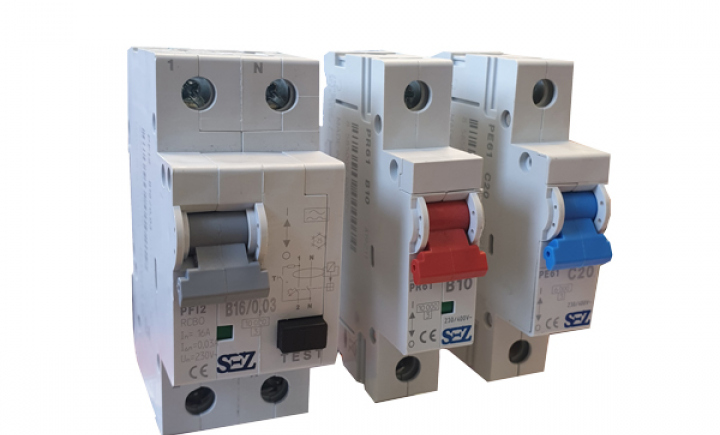
Istiace, ochranné, spínacie, monitorovacie a viac. Vhodné pre elektrické rozvádzače. Zasadené do inštalácií občianskej výstavby, administratívnych budov a priemyslu.

V našej ponuke : Vačkové spínače nájdete Vačkové spínače S 6 – 160 J, Otočné spínače S 32, 250, 400 J, Kompaktné výkonové spínače K 16 J a K 32 J, Ovládacie prvky, Sporákové spínače, Žeriavové spínače
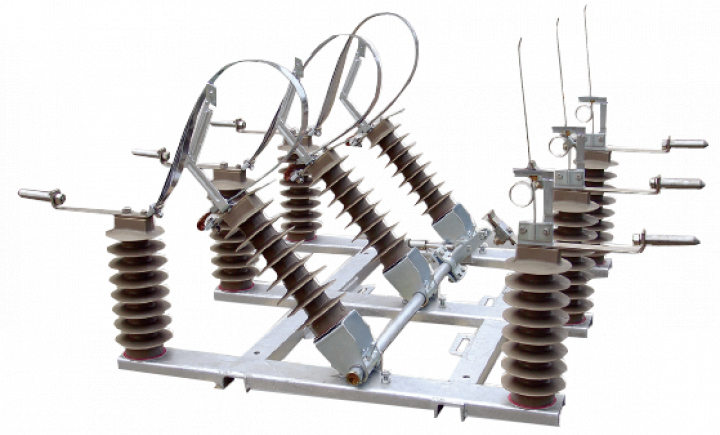
Výkon pre váš úspech! Nájdite široký výber odpínačov a odpojovačov VN (od 1 – 38,5 kV) určených pre energetické spoločnosti, železnice a priemysel. Program VN je prispôsobený potrebám zákazníka pre vnútornú alebo vonkajšiu montáž.

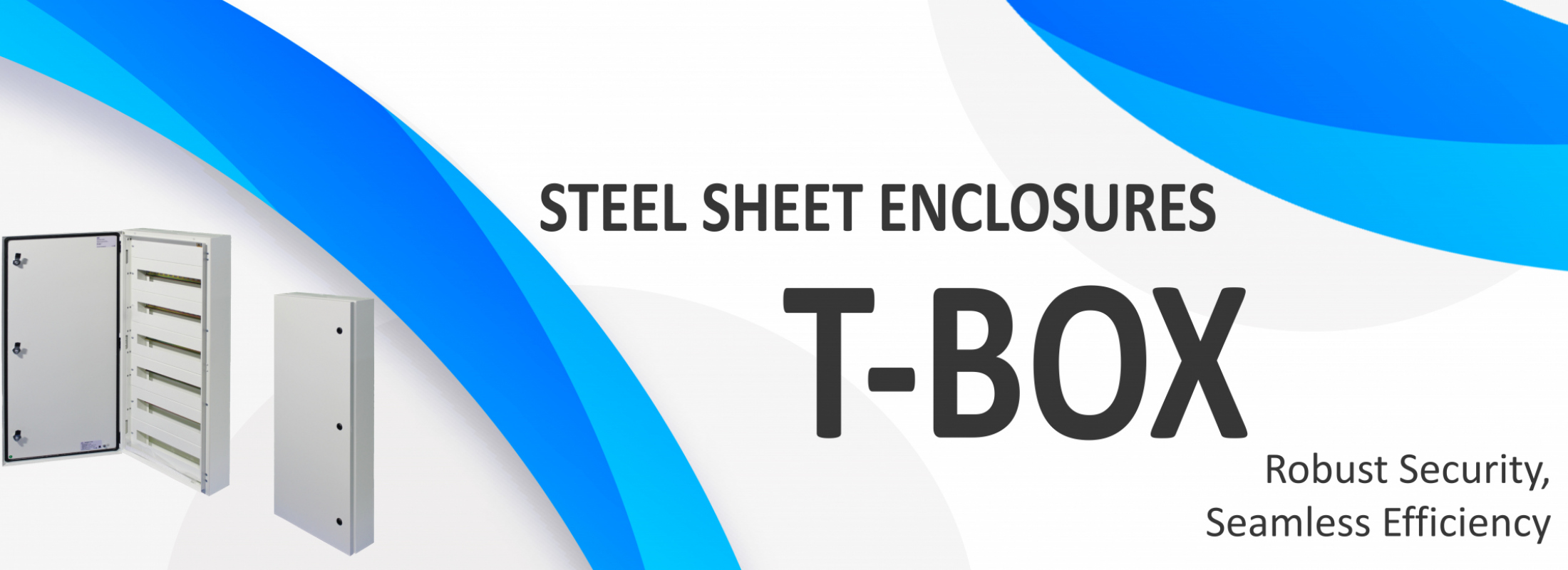
Výber pre profesionálov! Objavte našu širokú ponuku rozvodníc a rozvádzačov, usporiadaných podľa rôznych použití. Okrem toho tu nájdete aj prepojovacie hrebene, svorkovnice a svorky pre rozvádzače a príslušenstvo.

Spoločnosť so širokou ponukou služieb! Povrchové úpravy, lisovanie plastov, obrobňa kovov, zvarovňa a montáž výrobkov na jednom mieste.
Spoločnosť SEZ Krompachy a.s. pôsobí na elektrotechnickom trhu 75 rokov a je tradičným výrobcom prístrojov nízkeho a vysokého napätia, medzi ktoré patria hlavne ističe do 125 A, prúdové chrániče, vačkové spínače, rozvádzače, domový elektroinštalačný materiál, vonkajšie a vnútorné odpájače a odpínače. Zároveň má vlastnú nástrojáreň, kde vyrába nástroje a formy. V dcérskej firme SEZ Plaset vyrába plastové výlisky.
SEZ Krompachy je držiteľom certifikátov systému manažérstva kvality ISO a ďalších certifikátov potvrdzujúcich, že spoločnosť produkuje výrobky najvyššej kvality.
Spoločnosť SEZ Krompachy vystupuje voči svojim partnerom aktívne, čo potvrdzuje aj fakt, že v súčasnosti exportuje do viac ako 30 krajín po celom svete.



